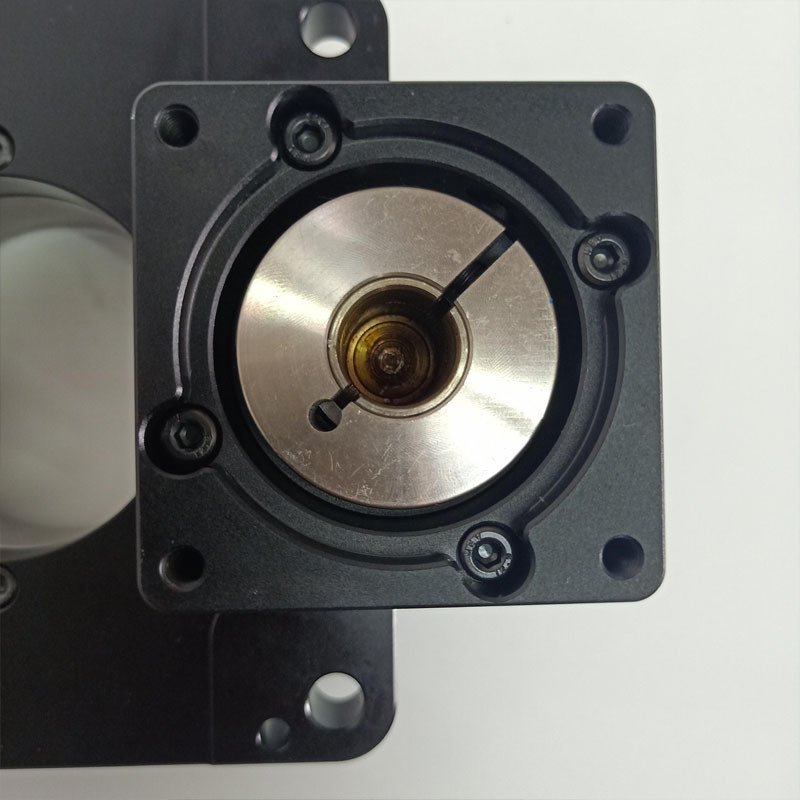
中空旋转平台是一款革命性产品。用于多种旋转运动场合。接下来东莞中空旋转平台减速机厂家为您介绍中空旋转平台减速机的齿轮加工工艺……
根据中空旋转平台减速机齿轮制造的实际结构和精度,中空旋转平台减速机的齿轮其加工工艺如下:
我厂常用的带有内花键定位的盘状齿轮材料常选用20CrMoTi,渗碳层1.8-2.2mm,齿面硬度为HRC58-62 ,在确定具体加工工艺内容时,着重考虑确定两项精度:
1、是齿轮各部分对中心轴线的形状精度;
2、必须消除经热处理渗碳淬火后的热变形,对齿轮精度的影响。在确定工艺基准时,首先应该选定内花键的大径尺寸为加工工艺基准,这是因为内花键的加工,都是花键拉刀拉制而成的,而拉刀的外径尺寸精度比较高,拉出的花键大径尺寸比较稳定和可靠,完全可以作为齿坯加工的工艺基准,无论是矩形花键孔或是渐开线花键孔却是一样,如后图所示:
台湾中空伺服旋转平台
中空旋转平台减速机的齿轮加工工艺介绍
毛坯 :锻造成形
热处理:正火处理
粗车:
1、内孔尺寸一般设计为装配基准,在设定内孔粗车尺寸时一般是按花键拉刀的前导向尺寸确定(比图纸设计尺寸减小0.5-0.6mm,做为热处理后的精磨余量)
2、选用拉床定位的端面时应尽量选用大端面,而且要求同内孔一次裝夹车成,保证其垂直精度。
3、齿坯的其余部分可在粗车加工时留有一定的精车余量
拉花键 :拉内花键用大端面和内孔定位拉制
精车:
1、选用内花键的大径尺寸D定位,
2、用车工专用“花键微锥芯轴一次定位加工”在工件调头加工时,可随芯轴一起整体调头加工完成后,再拆卸工件。
未经允许不得转载:中空旋转平台|中空旋转平台厂家 » 中空旋转平台减速机的齿轮加工工艺介绍
 艾伺顿尔中空旋转平台减速机简介
艾伺顿尔中空旋转平台减速机简介